
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

自动装配线物流配送矛盾产生的原因:1、思想认识上,由于对厂内 “ 广西自动装配线上物流配送 ” 的重要性认识不清。错误的认为标准化仅限于容器的标准化,而未达到认知的标准化、管理的标准化和运作上的标准化。2、配送的准时化打了折扣。由于配送人员惯性思维的影响,认为 “ 配送就是保证生产流水线上有料 ”“ 这次多送点,下次便可少送点 ”,却未考虑自动装配线定制的节拍性和动态性,导致徒劳无功和增加线上的负担。3、对产品的把握不够。不同产量,不同类型的产品未根据自己的生产方法和工艺流程的性质,而采取不同的产品布置方式。4、单一组装流水线因其自身的缺陷,导致效率虽高,却没有柔性,多种类型的产品且频繁轮换导致流水线不负重荷。

自动装配线可将物品由一条输送线路转送到另一线路。它在结构上与广西自动装配线的区别是:沿输送线路装有上、下两条架空轨道;除滑架外,还有承载挂车(简称挂车),各滑架与牵引链相连沿上轨道运行;挂车依靠滑架下的推头推动在下轨道上运行而不与滑架相连;线路由主线、副线、道岔和升降段等部分组成。推头与挂车挡块结合或脱开,使挂车运行、停止或经道岔由一线转向另一线。升降段可使挂车由一个层高转向另一层高的轨道上。挂车增加前杆、尾板和挡块等组成的杠杆系统,便成为积放式挂车。积放式挂车用于积放推式悬挂输送机。挂车的积、放过程是:当挂车驶至副线上的某一预定地点时,挂车的前杆被该处停止器的触头抬起,挡块随即下降并与推头脱开,挂车停止前进;后一挂车驶到后,其前杆被已经停住的挂车的尾板抬起,挡块同样下降而停车。继之而来的各挂车也同样顺次停车,形成悬挂空间仓库。对挂车放行时,停止器的触头避开,挂车的前杆随即下降,挡块升起,副线上不停运动的滑架推头重新与挡块结合而使挂车运行。这一挂车驶出后,后一挂车的前杆落下,被继之而来的推头推至停止器处,此时停止器的触头已恢复原位,后一挂车的前杆被触头抬起而停止。相应地,后续挂车也依次向前停靠。由于有主线和副线,并且应用了逻辑控制,因而可把几个节奏不同的生产过程组成一个复合的有节奏的生产系统,自动装配线定制实现流水生产和输送的自动化。

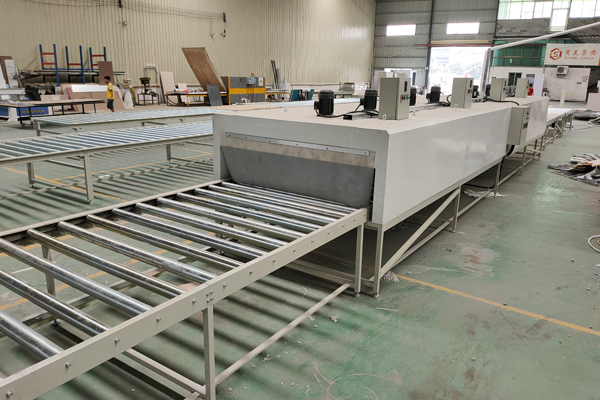
自动装配线也可称为差速链,优质自动装配线。自动装配线定制是流水线设备中广泛应用的一种自流式的生产输送线,一起独特的高效动作,深得电子、电器企业喜爱。上下循环倍速链组装线是工装板上下循环,也叫上下返板,其特点是占用车间宽度少,非常的节约空间。同时也称双层倍速链组装线,双边一般配备物料周转车或者防静电工作台。
自动装配线现在众多企业采用,其中特点一是运行速度正常在5-18米/秒可调,比传统的流水线速度要快很多倍,让企业在较短的时间内,创造较高的的效率。如此大的差异这其中是什么原因造成的?优质自动装配线的运行速度是2-20米/秒,从规划,设计,生产,安装都有巨大的住优势。广西自动装配线设备自所选择的链条为倍速增速的链条,这种链条分2.5倍,3倍速等规格,在设计当中大齿轮带动小齿轮利用变频器调整电机的速度,从而调整链条的运行速度,也是线体的速度,为何会比传统的皮带线快几倍呢,原因是倍速链线 的链条是自带增速。



