
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

家具链板线设备的速度是根据流水线的长度来获得工位数,然后根据专业家具链板线每个工序的操作所需的最长时间来确定生产节拍。当然,流水线的运行时间可以细分,金华家具链板线使每个工位的工作量和操作时间是相同的。装配线上的标准工作时间:指在正常条件下直接影响从零件到成品的成品完成的有效工作时间,包括直接工作时间和间接工作时间。也就是说,用于处理每件(每套)产品的所有工作站的有效工作时间之和。标准工作时间的流水线方法:对现有的每个工作站(熟练工人)的所有时间进行有效工作,对所有产品加工站的工作时间进行测量,考虑车间水平的生产平衡,环境对工人的影响,并根据疲劳因素等工人的生产信息,计算出标准的工作时间。直接工作时间:指直接工作人员的工作时间;间接工作时间:指对现场直接工作人员进行必要的管理和辅助工作的人员。标准人手:指在设定的产出目标的前提下,生产单位根据标准工作时间和实际生产情况合理分配的人手。

加快功用的差异:家具链板线能确保链流水线的匀速前进,以确输送带上材料的精确同步输送;而专业家具链板线它相比于倍速链组装线来说是在自身匀速前进的基础之上,又加了一些加快的才能,职工可以经过操作面板对应操作操控。工作功率的差异:一个加快的才能就影响到了在整个安零件傍边的小商品功率。在职工进行装置各个小商品零件的时候都是经过流水线的速度来进行装置的。假设职工的速度日益增快却遭到流水量速度的限制,而倍家具链板线厂家正好打破倍速链组装线的高功率限制。
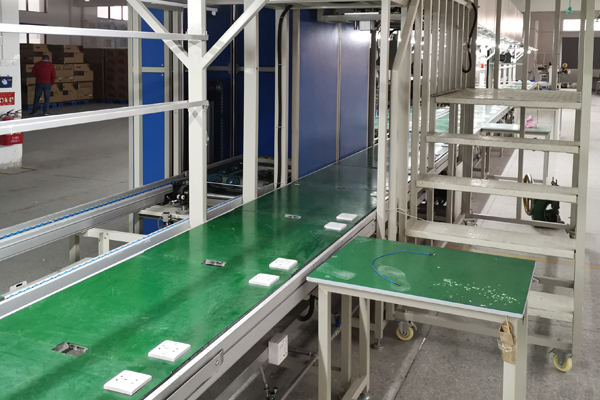
家具链板线常用于水平的或向上微斜的输送线路。驱动装置将动力传给滚筒,使其旋转,通过滚筒表面与输送物品表面间的摩擦力输送物品专业家具链板线主要由两个端点滚筒及紧套其上的闭合输送带组成。带动输送带转动的滚筒称为驱动滚筒(传动滚筒);另一个仅在于改变输送带运动方向的滚筒称为改向滚筒。驱动滚筒由电动机通过减速器驱动, 输送带依靠驱动滚筒与输送带之间的摩擦力拖动。驱动滚筒一般都装在卸料端,以增大牵引力,有利于拖动物料由喂料端喂入,落在转动的输送带上,依靠输送带摩擦带动运送袋卸料端卸出,家具链板线厂家的原理是辊筒由一根环型链条驱动, 链条在特制导轨中运行,具有安装方便,噪音低的特点,单链轮滚筒用大循环的方式驱动,双链轮滚筒用小循环的方式驱动,其他驱动方式用于轻型输送场合。适用于各类箱、包、托盘等物件的输送,散料、小件物品或不规则的物品需放在托盘上或周转箱内输送。

家具链板线对于突发性损坏的修理称为非正常修理。修理则是恢复专业家具链板线设备功能的有效措施,是对有形磨损的局部补偿,也是家具链板线厂家设备管理的一个重要组成部分。如何正确保护倍速链组装线设备功能不受损坏?机械在使用过程中,其零部件会逐渐产生磨损、变形、断裂、蚀损等现象,称为有形磨损。由于零部件的使用材质和工作的不同,在一定时间内产生不同程度的有形磨损,使机械技术状态逐渐恶化输送倍速链组装线,不能正常作业,造成停机,甚至出现故障,造成机械事故。因此,为了维持机械的正常运行,必须根据机械技术状态变化规律,更换或修复磨损失效的零部件,并对整机倍速链组装线设备或局部进行拆装、调整,恢复机械效能的技术作业,就必须进行修理。



