
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

生产线设备的速度是根据流水线的长度来获得工位数,然后根据供应生产线每个工序的操作所需的最长时间来确定生产节拍。当然,流水线的运行时间可以细分,丽水生产线使每个工位的工作量和操作时间是相同的。装配线上的标准工作时间:指在正常条件下直接影响从零件到成品的成品完成的有效工作时间,包括直接工作时间和间接工作时间。也就是说,用于处理每件(每套)产品的所有工作站的有效工作时间之和。标准工作时间的流水线方法:对现有的每个工作站(熟练工人)的所有时间进行有效工作,对所有产品加工站的工作时间进行测量,考虑车间水平的生产平衡,环境对工人的影响,并根据疲劳因素等工人的生产信息,计算出标准的工作时间。直接工作时间:指直接工作人员的工作时间;间接工作时间:指对现场直接工作人员进行必要的管理和辅助工作的人员。标准人手:指在设定的产出目标的前提下,生产单位根据标准工作时间和实际生产情况合理分配的人手。

加快功用的差异:生产线能确保链流水线的匀速前进,以确输送带上材料的精确同步输送;而供应生产线它相比于倍速链组装线来说是在自身匀速前进的基础之上,又加了一些加快的才能,职工可以经过操作面板对应操作操控。工作功率的差异:一个加快的才能就影响到了在整个安零件傍边的小商品功率。在职工进行装置各个小商品零件的时候都是经过流水线的速度来进行装置的。假设职工的速度日益增快却遭到流水量速度的限制,而倍生产线厂家正好打破倍速链组装线的高功率限制。
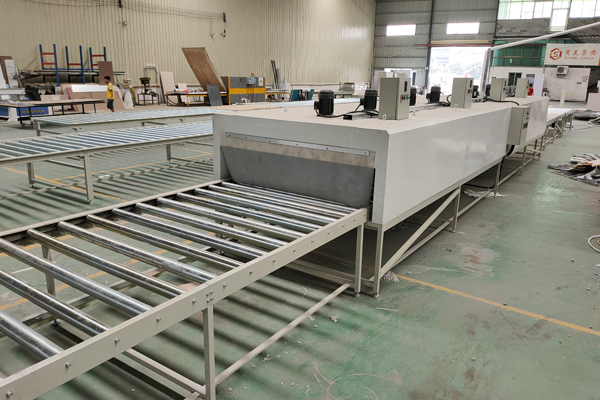
生产线运行稳定、安全整体美观:用供应生产线的内部结构原理都一样都是利用两侧的滚子承受负荷中间滚子进行输送承载和输送滚子分开使输送机运行更稳定。因链条基本上被包裹在铝材机身内,只有滚轮凸出来2mm左右有效防止较大异物卷入链条内(要求比较高的话可选用带盖链条)整体比较美观,也相对比较安全。具有积放功能:生产线厂家自流式输送方式灵活、多样化的设计使它具备多功能的特性。常用的倍速链都具有积放功能链条在运行的情况下在输送线的任意位置利用阻挡气缸(常用阻挡装置)挡停输送物进行装配作业。作业结束后解除阻挡输送物继续输送。一个或多个输送物被挡停其他输送物仍在继续输送所以具有积放功能的链条相比其他类型的链条输送效率更高。这种特性是倍速链能被广泛使用的重要因素之一。

生产线是一条龙作业,使得产品从开发设计,生产制造到销售整个过程都做到规范化、科学化、制度化,是一个企业降低经营成本,提高生产效率的有效途径。但是供应生产线的特点决定厂内组装流水线的物流作业服从和服务与生产工艺流程的需要,所以组装流水线的物流具有很强的配合性、动态性、集散性和均衡性。如果丽水生产线上物流存在问题,必然会影响整个组装流水线的效率。组装流水线上存在的物料配送矛盾:组装流水线高效率的生产特色和低效、繁杂的物流配送,成为约束厂内物流通畅的一个瓶颈。企业在组装流水线上物流配送过程中容易存在以下问题:1、组装流水线上,物流容器的使用方法不规范,包装并未真正实现规范化、标准化,堆放仍显杂乱。

生产线可将物品由一条输送线路转送到另一线路。它在结构上与丽水生产线的区别是:沿输送线路装有上、下两条架空轨道;除滑架外,还有承载挂车(简称挂车),各滑架与牵引链相连沿上轨道运行;挂车依靠滑架下的推头推动在下轨道上运行而不与滑架相连;线路由主线、副线、道岔和升降段等部分组成。推头与挂车挡块结合或脱开,使挂车运行、停止或经道岔由一线转向另一线。升降段可使挂车由一个层高转向另一层高的轨道上。挂车增加前杆、尾板和挡块等组成的杠杆系统,便成为积放式挂车。积放式挂车用于积放推式悬挂输送机。挂车的积、放过程是:当挂车驶至副线上的某一预定地点时,挂车的前杆被该处停止器的触头抬起,挡块随即下降并与推头脱开,挂车停止前进;后一挂车驶到后,其前杆被已经停住的挂车的尾板抬起,挡块同样下降而停车。继之而来的各挂车也同样顺次停车,形成悬挂空间仓库。对挂车放行时,停止器的触头避开,挂车的前杆随即下降,挡块升起,副线上不停运动的滑架推头重新与挡块结合而使挂车运行。这一挂车驶出后,后一挂车的前杆落下,被继之而来的推头推至停止器处,此时停止器的触头已恢复原位,后一挂车的前杆被触头抬起而停止。相应地,后续挂车也依次向前停靠。由于有主线和副线,并且应用了逻辑控制,因而可把几个节奏不同的生产过程组成一个复合的有节奏的生产系统,生产线厂家实现流水生产和输送的自动化。



