
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

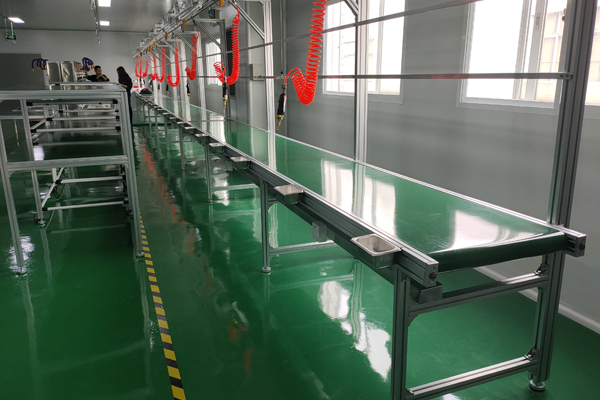
滚筒线分为供应滚筒线、钦州滚筒线和拖式悬挂链输送线。提式悬挂式输送线:即普通悬挂输送机,由架空轨道、牵引链、滑架、吊具、改向装置、驱动装置、张紧装置和安全装置等组成。架空轨道构成闭合环路,滑架在其上运行。各滑架等间距地联接在牵引链上。牵引链通过水平、垂直或倾斜的改向装置构成与架空轨道线路相同的闭合环路。吊具承载物品并与滑架铰接。依输送线路的长短,可设单驱动装置或多驱动装置。单驱动的输送线路长度可达 500米左右。多驱动的输送线路可更长,但各驱动装置之间需保持同步。在架空轨道的倾斜区段内设有捕捉器,牵引链一旦断裂捕捉器即挡住滑架,防止物品下滑。提式悬挂输送机不能将物品由一条输送线路转送到另一线路。
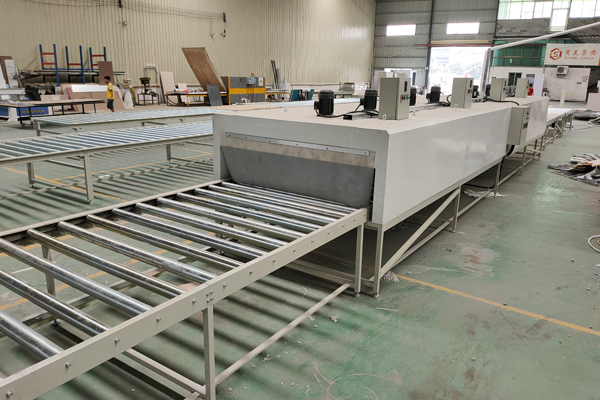
滚筒线对于突发性损坏的修理称为非正常修理。修理则是恢复供应滚筒线设备功能的有效措施,是对有形磨损的局部补偿,也是滚筒线定制设备管理的一个重要组成部分。如何正确保护倍速链组装线设备功能不受损坏?机械在使用过程中,其零部件会逐渐产生磨损、变形、断裂、蚀损等现象,称为有形磨损。由于零部件的使用材质和工作的不同,在一定时间内产生不同程度的有形磨损,使机械技术状态逐渐恶化输送倍速链组装线,不能正常作业,造成停机,甚至出现故障,造成机械事故。因此,为了维持机械的正常运行,必须根据机械技术状态变化规律,更换或修复磨损失效的零部件,并对整机倍速链组装线设备或局部进行拆装、调整,恢复机械效能的技术作业,就必须进行修理。
滚筒线在工厂中起着非常重要的作用。尤其是在一些电子产品制造商的家庭中,应用非常广泛。但是,供应滚筒线行业中出现了新产品-滚筒线定制。那么这两条装配线有什么区别?一、在结构上两者也有所不同。因为使用的字段不同,并且处理方式也不同。因此,设计存在很大差异。二、将工厂使用的普通双速链条装配线安装在地面上,然后生产产品并在其上流动。正常生产线的长度也可以根据自己的需要设置。使用起来非常方便。但是自动化生产线安装在空中,产品主要悬挂在下面以进行小批量生产。因此这种工作效率也很高。两者之间的区别在于它们的工作方式。三、普通生产的双速链条流水线设备虽然产品的产量相对较小,但产品的产量却非常多。因此,因此,越来越多的工厂正在使用它们。自动双速链条装配线只能小批量生产。并与其他设备一起生产。目前,自动化装配线的自动双速链条流水线已被大型生产工厂普遍采用。它涉及提高生产的夹具,多点和多缝焊接机,机械化支撑和移动装置,机器人,焊接机等的设计。这些设备布置在机械化的双速链装配线和自动化装配线中。可以选择机器视觉系统来确定焊接完成后的焊接质量,并且只需要一名熟练工人即可到达生产线。

滚筒线逆时针排布置:逆时针排布,主要目的是希望员工能够采用一人完结作业方式、能够实现一人多机。一人完结与一人多机要求一个员工从头做到尾,因此员工是动态的,称之为“巡回作业”。大部分作业员是右撇子,因此如果钦州滚筒线逆时针排布的话,当员工进行下一道加工作业时,工装夹具或者零部件在左侧,员工作业并不方便,这也正是逆时针的目的:员工走到下一工位——巡回的目的也就达到了。供应滚筒线避免孤岛型布局:孤岛型布局把生产线分割成一个个单独的工作单元,其缺陷在于单元与单元之间互相隔离,无法互相协助。



