
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

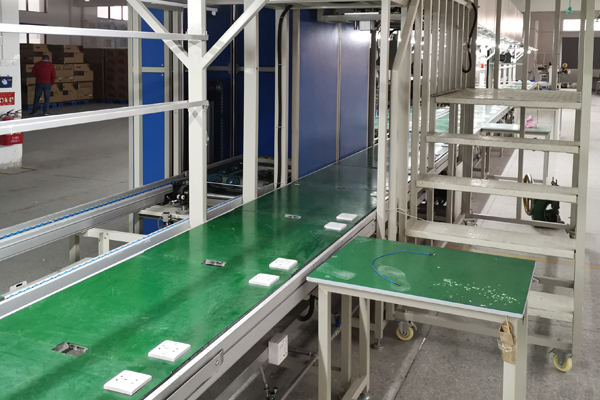
一般烤箱的结构是由辊筒、驱动涨紧、铝型材、轴承座、链条等组合形成,但是如果是大型的浙江烤箱会用到更多的相关配件,如:物流分拣线、快递分拣设备就会配有一个专门给包裹产品扫描区域,另设控制柜等来实现货品能够自动准确的运输和分拣操作,这需要建立一个完整的针对性的线体控制系统。智能装配线中的专业烤箱的优势:能够对产品表面做防腐蚀处理,涂装后能提高美观度;2、运行速度平稳且快慢可调,安全系数高;3、选用不锈钢优质滚筒,线体耐磨不易受损。有特殊的需求设备也可以和其他线体链接组合成组装流水线,如物流分拣线,一些重量较大的也可以设计进去,像我司做的一款冰箱、空调生产线都为大型设备,都采用了滚筒线来输送。滚筒流水线系统有简易和复杂两种,可靠性比较高,还可以根据整体线体需求来调成组合形式的输送系统,有皮带滚筒线组装线(皮带还可做成单层和双层形式)、链板滚筒组装线,这些都比一般简易线工艺多。在日常生产的时候容易出现错误,而很多都是容易被忽略的现象,如果企业需要提升自己的效率需要设定机器使用规范。
烤箱在工厂中起着非常重要的作用。尤其是在一些电子产品制造商的家庭中,应用非常广泛。但是,专业烤箱行业中出现了新产品-烤箱厂家。那么这两条装配线有什么区别?一、在结构上两者也有所不同。因为使用的字段不同,并且处理方式也不同。因此,设计存在很大差异。二、将工厂使用的普通双速链条装配线安装在地面上,然后生产产品并在其上流动。正常生产线的长度也可以根据自己的需要设置。使用起来非常方便。但是自动化生产线安装在空中,产品主要悬挂在下面以进行小批量生产。因此这种工作效率也很高。两者之间的区别在于它们的工作方式。三、普通生产的双速链条流水线设备虽然产品的产量相对较小,但产品的产量却非常多。因此,因此,越来越多的工厂正在使用它们。自动双速链条装配线只能小批量生产。并与其他设备一起生产。目前,自动化装配线的自动双速链条流水线已被大型生产工厂普遍采用。它涉及提高生产的夹具,多点和多缝焊接机,机械化支撑和移动装置,机器人,焊接机等的设计。这些设备布置在机械化的双速链装配线和自动化装配线中。可以选择机器视觉系统来确定焊接完成后的焊接质量,并且只需要一名熟练工人即可到达生产线。

烤箱作为产品装配行业中重要的非标装配线设备,双速链条装配线被广泛用于现代工业生产中。 近年来,浙江烤箱经过快速发展和普及,已成为工业自动化设备生产中的通用装配线设备。专业烤箱通常被称为自流式输送系统。采用特殊的表面处理的执压铝合金型材作为导轨,使得自流式倍速链输送线在输送过程中具有良好的稳定性和耐久性,适合产品的连续大批量生产。自流输送系统设计灵活多样,功能多样。倍速链输送线应用于各种行业的生产线,如电子电器和机电行业。倍速链组装线利用链条作为牵引和载体来运输物料,链条可采用普通套筒滚子链或其他特殊链条。倍速链组装线广泛应用于电子电器、机电行业等各种生产线。更常用的行业包括:彩电、空调等家用电器、各种仪器和机电产品的组装和装配、电脑显示生产线、电脑主机生产线、笔记本电脑装配线、空调生产线等。

烤箱的发展历程都经历了哪几个阶段?专业烤箱是现在科技不断变化产生的产物。自动化技术的使用也变得越来越广泛,比如烤箱厂家,不断使工艺,还是农业,还是科技,还是运输或者是医疗或者是军事上,自动化都慢慢的变得非常的重要。自动化技术在流水线领域中的发展可分为五个阶段:人工流水线阶段、机械化流水线阶段、自动化流水线阶段、集成化流水线阶段和智能自动化流水线阶段。在90年代后期及 21世纪的若干年内,智能自动化流水线将是自动化技术的主要发展方向。

烤箱分为专业烤箱、浙江烤箱和拖式悬挂链输送线。提式悬挂式输送线:即普通悬挂输送机,由架空轨道、牵引链、滑架、吊具、改向装置、驱动装置、张紧装置和安全装置等组成。架空轨道构成闭合环路,滑架在其上运行。各滑架等间距地联接在牵引链上。牵引链通过水平、垂直或倾斜的改向装置构成与架空轨道线路相同的闭合环路。吊具承载物品并与滑架铰接。依输送线路的长短,可设单驱动装置或多驱动装置。单驱动的输送线路长度可达 500米左右。多驱动的输送线路可更长,但各驱动装置之间需保持同步。在架空轨道的倾斜区段内设有捕捉器,牵引链一旦断裂捕捉器即挡住滑架,防止物品下滑。提式悬挂输送机不能将物品由一条输送线路转送到另一线路。

烤箱的结构形式,按驱动方式可分为专业烤箱,浙江烤箱,积放倍速链组装线。按线体形式可分为水平倍速链组装线、倾斜倍速链组装线和转弯倍速链组装线。还可按客户要求特殊设计,以满足各类客户的要求。自动输送线之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的输送系统,完成多方面的工艺需要。可采用积放滚筒实现物料的堆积输送。



