
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

自动装配线在工厂中起着非常重要的作用。尤其是在一些电子产品制造商的家庭中,应用非常广泛。但是,专业自动装配线行业中出现了新产品-自动装配线定制。那么这两条装配线有什么区别?一、在结构上两者也有所不同。因为使用的字段不同,并且处理方式也不同。因此,设计存在很大差异。二、将工厂使用的普通双速链条装配线安装在地面上,然后生产产品并在其上流动。正常生产线的长度也可以根据自己的需要设置。使用起来非常方便。但是自动化生产线安装在空中,产品主要悬挂在下面以进行小批量生产。因此这种工作效率也很高。两者之间的区别在于它们的工作方式。三、普通生产的双速链条流水线设备虽然产品的产量相对较小,但产品的产量却非常多。因此,因此,越来越多的工厂正在使用它们。自动双速链条装配线只能小批量生产。并与其他设备一起生产。目前,自动化装配线的自动双速链条流水线已被大型生产工厂普遍采用。它涉及提高生产的夹具,多点和多缝焊接机,机械化支撑和移动装置,机器人,焊接机等的设计。这些设备布置在机械化的双速链装配线和自动化装配线中。可以选择机器视觉系统来确定焊接完成后的焊接质量,并且只需要一名熟练工人即可到达生产线。
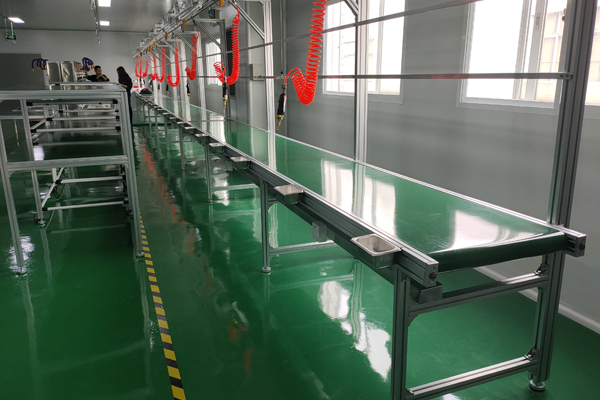
自动装配线通常采用特殊铝型材制成,安装方便,结构美观。操作过程中噪音小,能适应各种相对恶劣的工作环境,如:高温、粉尘等。对于一些特殊行业,专业自动装配线的结构设计将采用钢结构。自动装配线定制的良好稳定性不仅得益于其良好的结构设计,也得益于其精确的交付。准确稳定的输送速度能有效保证准确的同步输送,也容易实现产品类型的输送。速链装配线广泛应用于机械、电子等产品的装配和运输。

自动装配线所述递送物品通过支撑装置放置在托盘上或托盘上。托盘的速度是链条运行速度的整数倍。由于专业自动装配线的链条是复合滚子结构,在链条不断运行时,岳阳自动装配线上设置的屏障使托盘停止运行。底面是大而平的物品,不得使用托盘。在正常生产中,如遇突发紧急情况,应尽快按下红色停止按钮停止加工;操作过程中,严禁将手、脚放入链条轨道,否则可能会发生伤害事故;无工具,无杂物进入链轨,严禁用手触摸线体上的导电轮,否则会发生触电。将工件(工装板)放置到生产线上时,应将工件(工装板)轻放于生产线本体中间,避免对机器零件产生剧烈的冲击损伤。

自动装配线逆时针排布置:逆时针排布,主要目的是希望员工能够采用一人完结作业方式、能够实现一人多机。一人完结与一人多机要求一个员工从头做到尾,因此员工是动态的,称之为“巡回作业”。大部分作业员是右撇子,因此如果岳阳自动装配线逆时针排布的话,当员工进行下一道加工作业时,工装夹具或者零部件在左侧,员工作业并不方便,这也正是逆时针的目的:员工走到下一工位——巡回的目的也就达到了。专业自动装配线避免孤岛型布局:孤岛型布局把生产线分割成一个个单独的工作单元,其缺陷在于单元与单元之间互相隔离,无法互相协助。



