
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

自动装配线逆时针排布置:逆时针排布,主要目的是希望员工能够采用一人完结作业方式、能够实现一人多机。一人完结与一人多机要求一个员工从头做到尾,因此员工是动态的,称之为“巡回作业”。大部分作业员是右撇子,因此如果贺州自动装配线逆时针排布的话,当员工进行下一道加工作业时,工装夹具或者零部件在左侧,员工作业并不方便,这也正是逆时针的目的:员工走到下一工位——巡回的目的也就达到了。供应自动装配线避免孤岛型布局:孤岛型布局把生产线分割成一个个单独的工作单元,其缺陷在于单元与单元之间互相隔离,无法互相协助。
自动装配线的主要优点是可以使产品的生产过程更好地符合连续性,并行性,比例性和平衡性的要求。供应自动装配线其生产率高,可以及时提供大量市场需求的产品。经过技术和经济论证或可行性研究后,做出决定。在决定采用流水生产方法后,我们可以继续进行流水线的详细组织和设计。由于是专业生产,贺州自动装配线使用专用设备和加工设备以及机械化的运输设备,从而可以提高劳动生产率,缩短生产周期,减少在制品消耗和运输工作量大,加快资金周转,降低生产成本;它还可以简化生产管理工作,促进企业加强生产技术准备和生产服务。流动生产的主要缺陷是它不够灵敏,无法满足市场对产品产量和类型变化的要求以及对技术改造和改进的要求。装配线的调整和重组需要更多的投资和更多的时间。工人在流水线上工作相比,单调,慌张,容易劳累,不利于生产工艺的提高。

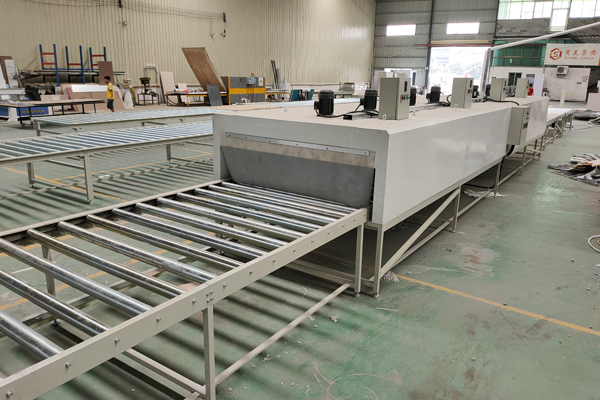
自动装配线的结构形式,按驱动方式可分为供应自动装配线,贺州自动装配线,积放倍速链组装线。按线体形式可分为水平倍速链组装线、倾斜倍速链组装线和转弯倍速链组装线。还可按客户要求特殊设计,以满足各类客户的要求。自动输送线之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的输送系统,完成多方面的工艺需要。可采用积放滚筒实现物料的堆积输送。

自动装配线设计安装流程有哪些?1.确定供应自动装配线的生产节拍;2.组织工序的同期化以及生产需求量;3.确定自动装配线价格工人生产需要量,合理地配备人数;4.选择合理的运输工具;5.制定流水线标准化指示图;6.对自动化流水线效果进行评价。

自动装配线是以链条作为牵引和承载体输送物料,贺州自动装配线可以采用普通的套筒滚子输送链,也可采用其它各种特种链条;2. 输送能力大,可承载较大的载荷;3. 输送速度准确稳定,能保证精确的同步输送;4. 易于实现积放输送,可用做供应自动装配线或作为物料的储存输送;5. 可在各种恶劣的环境(高温、粉尘)下工作,性能可靠;A、采用特制铝型材制作,易于安装;B、结构美观,实用噪音低;C、多功能,自动化程度高。



