
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

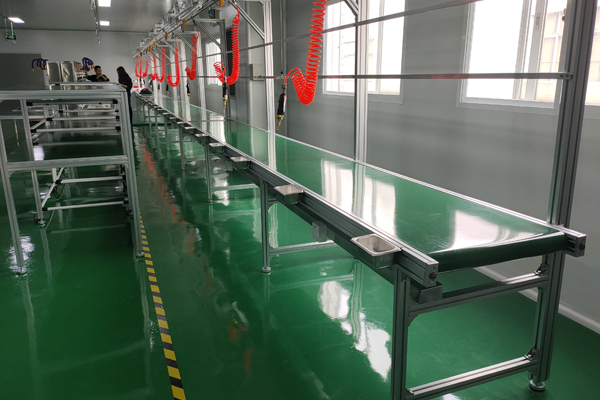
输送线又名倍速链,输送线厂家,也可称为差速链,差速链装配线。供应输送线是流水线设备中广泛应用的一种自流式的生产输送线,一起独特的高效动作,深的企业喜爱。采用特制的,经表面处理的挤压铝合金型材作为导轨,使自流式输送系统在输送过程中具有好的稳定性和持久性,适合产品大批量连续生产。自流式输送系统灵活、多样化的设计使它具备多功能的特性。倍速链输送线应用于各种电子电器、机电等行业生产线。

一般输送线的结构是由辊筒、驱动涨紧、铝型材、轴承座、链条等组合形成,但是如果是大型的盐城输送线会用到更多的相关配件,如:物流分拣线、快递分拣设备就会配有一个专门给包裹产品扫描区域,另设控制柜等来实现货品能够自动准确的运输和分拣操作,这需要建立一个完整的针对性的线体控制系统。智能装配线中的供应输送线的优势:能够对产品表面做防腐蚀处理,涂装后能提高美观度;2、运行速度平稳且快慢可调,安全系数高;3、选用不锈钢优质滚筒,线体耐磨不易受损。有特殊的需求设备也可以和其他线体链接组合成组装流水线,如物流分拣线,一些重量较大的也可以设计进去,像我司做的一款冰箱、空调生产线都为大型设备,都采用了滚筒线来输送。滚筒流水线系统有简易和复杂两种,可靠性比较高,还可以根据整体线体需求来调成组合形式的输送系统,有皮带滚筒线组装线(皮带还可做成单层和双层形式)、链板滚筒组装线,这些都比一般简易线工艺多。在日常生产的时候容易出现错误,而很多都是容易被忽略的现象,如果企业需要提升自己的效率需要设定机器使用规范。

输送线可将物品由一条输送线路转送到另一线路。它在结构上与盐城输送线的区别是:沿输送线路装有上、下两条架空轨道;除滑架外,还有承载挂车(简称挂车),各滑架与牵引链相连沿上轨道运行;挂车依靠滑架下的推头推动在下轨道上运行而不与滑架相连;线路由主线、副线、道岔和升降段等部分组成。推头与挂车挡块结合或脱开,使挂车运行、停止或经道岔由一线转向另一线。升降段可使挂车由一个层高转向另一层高的轨道上。挂车增加前杆、尾板和挡块等组成的杠杆系统,便成为积放式挂车。积放式挂车用于积放推式悬挂输送机。挂车的积、放过程是:当挂车驶至副线上的某一预定地点时,挂车的前杆被该处停止器的触头抬起,挡块随即下降并与推头脱开,挂车停止前进;后一挂车驶到后,其前杆被已经停住的挂车的尾板抬起,挡块同样下降而停车。继之而来的各挂车也同样顺次停车,形成悬挂空间仓库。对挂车放行时,停止器的触头避开,挂车的前杆随即下降,挡块升起,副线上不停运动的滑架推头重新与挡块结合而使挂车运行。这一挂车驶出后,后一挂车的前杆落下,被继之而来的推头推至停止器处,此时停止器的触头已恢复原位,后一挂车的前杆被触头抬起而停止。相应地,后续挂车也依次向前停靠。由于有主线和副线,并且应用了逻辑控制,因而可把几个节奏不同的生产过程组成一个复合的有节奏的生产系统,输送线厂家实现流水生产和输送的自动化。

输送线的链轮润滑和轴承维护的作用是什么?1.定期检查供应输送线的每一部分是否卡住,如果有卡住现象,应在停止运行后及时处理。2.倍速链组装线无尘喷油:如果实际情况允许,应在减速机等润滑部件上安装喷油接头,以确保注入润滑油中的灰尘和污垢减少或消除,并确保油质量的清洁。3.输送线厂家运行10分钟后,检查各旋转部件的运行情况,轴承是否有异常加热现象,轴承旋转是否平稳,无打浆等。4。所有传动部件在合理的润滑倍速链组装线上不得有沉淀,特别是铁屑、铁丝、钢丝绳、塑料薄膜等杂物。如果这些东西会导致它过热,它将影响轴承,齿轮和链条的寿命。此外,转鼓装配线的运动部件没有润滑或润滑不良,这很容易导致轨道或轴承的过渡磨损。因此,合理的润滑必须采用合适的润滑油、合理的设计结构和润滑技术。合理的润滑是提高转鼓组装线效率和使用寿命的关键。
输送线的主要优点是可以使产品的生产过程更好地符合连续性,并行性,比例性和平衡性的要求。供应输送线其生产率高,可以及时提供大量市场需求的产品。经过技术和经济论证或可行性研究后,做出决定。在决定采用流水生产方法后,我们可以继续进行流水线的详细组织和设计。由于是专业生产,盐城输送线使用专用设备和加工设备以及机械化的运输设备,从而可以提高劳动生产率,缩短生产周期,减少在制品消耗和运输工作量大,加快资金周转,降低生产成本;它还可以简化生产管理工作,促进企业加强生产技术准备和生产服务。流动生产的主要缺陷是它不够灵敏,无法满足市场对产品产量和类型变化的要求以及对技术改造和改进的要求。装配线的调整和重组需要更多的投资和更多的时间。工人在流水线上工作相比,单调,慌张,容易劳累,不利于生产工艺的提高。

输送线设备的速度是根据流水线的长度来获得工位数,然后根据供应输送线每个工序的操作所需的最长时间来确定生产节拍。当然,流水线的运行时间可以细分,盐城输送线使每个工位的工作量和操作时间是相同的。装配线上的标准工作时间:指在正常条件下直接影响从零件到成品的成品完成的有效工作时间,包括直接工作时间和间接工作时间。也就是说,用于处理每件(每套)产品的所有工作站的有效工作时间之和。标准工作时间的流水线方法:对现有的每个工作站(熟练工人)的所有时间进行有效工作,对所有产品加工站的工作时间进行测量,考虑车间水平的生产平衡,环境对工人的影响,并根据疲劳因素等工人的生产信息,计算出标准的工作时间。直接工作时间:指直接工作人员的工作时间;间接工作时间:指对现场直接工作人员进行必要的管理和辅助工作的人员。标准人手:指在设定的产出目标的前提下,生产单位根据标准工作时间和实际生产情况合理分配的人手。



