
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

尽管生产线使用简单,但在日常的使用中还是有需要注意的事项。1、按照生产效率适当调整供应生产线的速度,皮带输送线如果速度过慢,会影响效,太快可能让输送物料的不平稳,容易摔倒滑落。2、使用批到生产线厂家时注意操作人员的合理均匀分布,对于重要的位置随时准备维修人员,以便及时处理故障,3、严格使用按照皮带输送线的使用说明书规定的润滑油并及时更换润滑油。

生产线的工作原理及结构:贺州生产线属于生产线厂家系统主要用于裝配及加工生产线中的物料输送其输送原理是运用倍速链的增速功能使其上承托货物的工装板快速运行通过阻挡器停止于相应的操作位置;或通过相应指令来完成积放动作及移行、转位、转线等功能。由于倍速链装配线运送货物的工裝板(或工装)需反复使用所以很少单台使用而是与各种专机如顶升平移机、上下升降机等配套构成水平或垂直循环系统。倍速链采用特制的经表面处理的挤压铝合金型材作为导轨使倍速链装配线在输送过程中具有非常好的稳定性和持久性适合产品大批量连续输送且在运行过程中输送物(或工裝板)被挡停时链条滚轮与输送物之间是滚动摩擦大大减少了链条的磨损与运行阻力;一个或多个输送物被挡停时也不影响其他输送物的输送翰送效率较高.
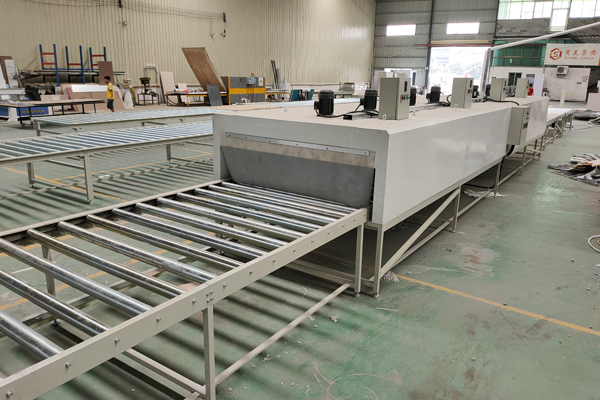
生产线所述递送物品通过支撑装置放置在托盘上或托盘上。托盘的速度是链条运行速度的整数倍。由于供应生产线的链条是复合滚子结构,在链条不断运行时,贺州生产线上设置的屏障使托盘停止运行。底面是大而平的物品,不得使用托盘。在正常生产中,如遇突发紧急情况,应尽快按下红色停止按钮停止加工;操作过程中,严禁将手、脚放入链条轨道,否则可能会发生伤害事故;无工具,无杂物进入链轨,严禁用手触摸线体上的导电轮,否则会发生触电。将工件(工装板)放置到生产线上时,应将工件(工装板)轻放于生产线本体中间,避免对机器零件产生剧烈的冲击损伤。

生产线设备的速度是根据流水线的长度来获得工位数,然后根据供应生产线每个工序的操作所需的最长时间来确定生产节拍。当然,流水线的运行时间可以细分,贺州生产线使每个工位的工作量和操作时间是相同的。装配线上的标准工作时间:指在正常条件下直接影响从零件到成品的成品完成的有效工作时间,包括直接工作时间和间接工作时间。也就是说,用于处理每件(每套)产品的所有工作站的有效工作时间之和。标准工作时间的流水线方法:对现有的每个工作站(熟练工人)的所有时间进行有效工作,对所有产品加工站的工作时间进行测量,考虑车间水平的生产平衡,环境对工人的影响,并根据疲劳因素等工人的生产信息,计算出标准的工作时间。直接工作时间:指直接工作人员的工作时间;间接工作时间:指对现场直接工作人员进行必要的管理和辅助工作的人员。标准人手:指在设定的产出目标的前提下,生产单位根据标准工作时间和实际生产情况合理分配的人手。

生产线常用于水平的或向上微斜的输送线路。驱动装置将动力传给滚筒,使其旋转,通过滚筒表面与输送物品表面间的摩擦力输送物品供应生产线主要由两个端点滚筒及紧套其上的闭合输送带组成。带动输送带转动的滚筒称为驱动滚筒(传动滚筒);另一个仅在于改变输送带运动方向的滚筒称为改向滚筒。驱动滚筒由电动机通过减速器驱动, 输送带依靠驱动滚筒与输送带之间的摩擦力拖动。驱动滚筒一般都装在卸料端,以增大牵引力,有利于拖动物料由喂料端喂入,落在转动的输送带上,依靠输送带摩擦带动运送袋卸料端卸出,生产线厂家的原理是辊筒由一根环型链条驱动, 链条在特制导轨中运行,具有安装方便,噪音低的特点,单链轮滚筒用大循环的方式驱动,双链轮滚筒用小循环的方式驱动,其他驱动方式用于轻型输送场合。适用于各类箱、包、托盘等物件的输送,散料、小件物品或不规则的物品需放在托盘上或周转箱内输送。

生产线是输送设备中的一种主要输送配件,是自动方式驱动输送带或改变其输送方向的筒形组成。大多数用于底部是平面的物品运输,贺州生产线主要由传动滚筒、机架、支架、驱动部等部分组成。具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。生产线厂家结构简单,可靠性高,使用维护方便,能承受较大的冲击载荷。广泛应用于各行各业的成本包装输送,以及周转输送。



