
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号
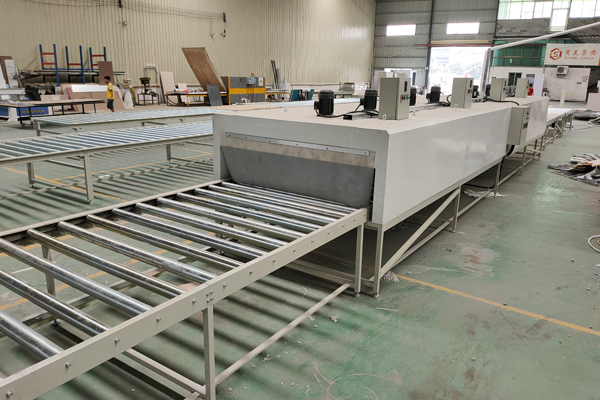
一般无动力推板线的结构是由辊筒、驱动涨紧、铝型材、轴承座、链条等组合形成,但是如果是大型的济源无动力推板线会用到更多的相关配件,如:物流分拣线、快递分拣设备就会配有一个专门给包裹产品扫描区域,另设控制柜等来实现货品能够自动准确的运输和分拣操作,这需要建立一个完整的针对性的线体控制系统。智能装配线中的专业无动力推板线的优势:能够对产品表面做防腐蚀处理,涂装后能提高美观度;2、运行速度平稳且快慢可调,安全系数高;3、选用不锈钢优质滚筒,线体耐磨不易受损。有特殊的需求设备也可以和其他线体链接组合成组装流水线,如物流分拣线,一些重量较大的也可以设计进去,像我司做的一款冰箱、空调生产线都为大型设备,都采用了滚筒线来输送。滚筒流水线系统有简易和复杂两种,可靠性比较高,还可以根据整体线体需求来调成组合形式的输送系统,有皮带滚筒线组装线(皮带还可做成单层和双层形式)、链板滚筒组装线,这些都比一般简易线工艺多。在日常生产的时候容易出现错误,而很多都是容易被忽略的现象,如果企业需要提升自己的效率需要设定机器使用规范。

无动力推板线设备的速度是根据流水线的长度来获得工位数,然后根据专业无动力推板线每个工序的操作所需的最长时间来确定生产节拍。当然,流水线的运行时间可以细分,济源无动力推板线使每个工位的工作量和操作时间是相同的。装配线上的标准工作时间:指在正常条件下直接影响从零件到成品的成品完成的有效工作时间,包括直接工作时间和间接工作时间。也就是说,用于处理每件(每套)产品的所有工作站的有效工作时间之和。标准工作时间的流水线方法:对现有的每个工作站(熟练工人)的所有时间进行有效工作,对所有产品加工站的工作时间进行测量,考虑车间水平的生产平衡,环境对工人的影响,并根据疲劳因素等工人的生产信息,计算出标准的工作时间。直接工作时间:指直接工作人员的工作时间;间接工作时间:指对现场直接工作人员进行必要的管理和辅助工作的人员。标准人手:指在设定的产出目标的前提下,生产单位根据标准工作时间和实际生产情况合理分配的人手。

无动力推板线的发展趋势:传统的集约化加工和制造业,无动力推板线定制的生产过程大多是以单件流生产方式为基础的,这种专业无动力推板线模式的缺点是在某些瓶颈工序中通常会有大量的半成品,如果工艺复杂,生产环节多,这种现象就会更加严重。只有通过人工智能的改造,才能克服这种流水线上的浪费,实现高质量的发展。人工智能技术是使计算机模拟人类的某些思维过程和智能行为(如学习、推理、思维、规划、决策等)的一门新科学和新技术。人工智能是计算机科学的一个分支,它试图理解智能的本质,创造出一种与人类智能类似的新型智能机器。

无动力推板线物流配送矛盾产生的原因:1、思想认识上,由于对厂内 “ 济源无动力推板线上物流配送 ” 的重要性认识不清。错误的认为标准化仅限于容器的标准化,而未达到认知的标准化、管理的标准化和运作上的标准化。2、配送的准时化打了折扣。由于配送人员惯性思维的影响,认为 “ 配送就是保证生产流水线上有料 ”“ 这次多送点,下次便可少送点 ”,却未考虑无动力推板线定制的节拍性和动态性,导致徒劳无功和增加线上的负担。3、对产品的把握不够。不同产量,不同类型的产品未根据自己的生产方法和工艺流程的性质,而采取不同的产品布置方式。4、单一组装流水线因其自身的缺陷,导致效率虽高,却没有柔性,多种类型的产品且频繁轮换导致流水线不负重荷。

在我们的生活中,工厂要想实现自动化的生产就必须要配备一个无动力推板线设备,专业无动力推板线的生产越来越流行,因为现在是快节奏的时代,对于生产来说我们也要求快速、高效,这是我们进行工业生产基本的生产,市场上的流水线种类很多且价格也各不相同,有的价钱甚至相去甚远。无动力推板线定制的生产使得产品的生产形成一个环状结构,生产井然有序,有利于生产质量的提升。

无动力推板线是一条龙作业,使得产品从开发设计,生产制造到销售整个过程都做到规范化、科学化、制度化,是一个企业降低经营成本,提高生产效率的有效途径。但是专业无动力推板线的特点决定厂内组装流水线的物流作业服从和服务与生产工艺流程的需要,所以组装流水线的物流具有很强的配合性、动态性、集散性和均衡性。如果济源无动力推板线上物流存在问题,必然会影响整个组装流水线的效率。组装流水线上存在的物料配送矛盾:组装流水线高效率的生产特色和低效、繁杂的物流配送,成为约束厂内物流通畅的一个瓶颈。企业在组装流水线上物流配送过程中容易存在以下问题:1、组装流水线上,物流容器的使用方法不规范,包装并未真正实现规范化、标准化,堆放仍显杂乱。



