
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

家具链板线又名倍速链,家具链板线价格,也可称为差速链,差速链装配线。供应家具链板线是流水线设备中广泛应用的一种自流式的生产输送线,一起独特的高效动作,深的企业喜爱。采用特制的,经表面处理的挤压铝合金型材作为导轨,使自流式输送系统在输送过程中具有好的稳定性和持久性,适合产品大批量连续生产。自流式输送系统灵活、多样化的设计使它具备多功能的特性。倍速链输送线应用于各种电子电器、机电等行业生产线。
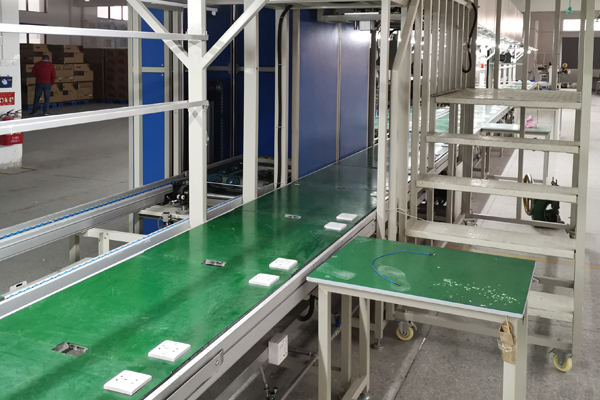
家具链板线可将物品由一条输送线路转送到另一线路。它在结构上与南宁家具链板线的区别是:沿输送线路装有上、下两条架空轨道;除滑架外,还有承载挂车(简称挂车),各滑架与牵引链相连沿上轨道运行;挂车依靠滑架下的推头推动在下轨道上运行而不与滑架相连;线路由主线、副线、道岔和升降段等部分组成。推头与挂车挡块结合或脱开,使挂车运行、停止或经道岔由一线转向另一线。升降段可使挂车由一个层高转向另一层高的轨道上。挂车增加前杆、尾板和挡块等组成的杠杆系统,便成为积放式挂车。积放式挂车用于积放推式悬挂输送机。挂车的积、放过程是:当挂车驶至副线上的某一预定地点时,挂车的前杆被该处停止器的触头抬起,挡块随即下降并与推头脱开,挂车停止前进;后一挂车驶到后,其前杆被已经停住的挂车的尾板抬起,挡块同样下降而停车。继之而来的各挂车也同样顺次停车,形成悬挂空间仓库。对挂车放行时,停止器的触头避开,挂车的前杆随即下降,挡块升起,副线上不停运动的滑架推头重新与挡块结合而使挂车运行。这一挂车驶出后,后一挂车的前杆落下,被继之而来的推头推至停止器处,此时停止器的触头已恢复原位,后一挂车的前杆被触头抬起而停止。相应地,后续挂车也依次向前停靠。由于有主线和副线,并且应用了逻辑控制,因而可把几个节奏不同的生产过程组成一个复合的有节奏的生产系统,家具链板线价格实现流水生产和输送的自动化。

家具链板线设计安装流程有哪些?1.确定供应家具链板线的生产节拍;2.组织工序的同期化以及生产需求量;3.确定家具链板线价格工人生产需要量,合理地配备人数;4.选择合理的运输工具;5.制定流水线标准化指示图;6.对自动化流水线效果进行评价。
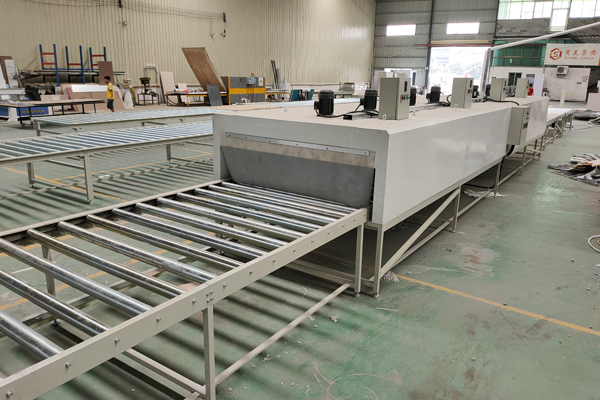
家具链板线的结构形式,按驱动方式可分为供应家具链板线,南宁家具链板线,积放倍速链组装线。按线体形式可分为水平倍速链组装线、倾斜倍速链组装线和转弯倍速链组装线。还可按客户要求特殊设计,以满足各类客户的要求。自动输送线之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的输送系统,完成多方面的工艺需要。可采用积放滚筒实现物料的堆积输送。

家具链板线设备的速度是根据流水线的长度来获得工位数,然后根据供应家具链板线每个工序的操作所需的最长时间来确定生产节拍。当然,流水线的运行时间可以细分,南宁家具链板线使每个工位的工作量和操作时间是相同的。装配线上的标准工作时间:指在正常条件下直接影响从零件到成品的成品完成的有效工作时间,包括直接工作时间和间接工作时间。也就是说,用于处理每件(每套)产品的所有工作站的有效工作时间之和。标准工作时间的流水线方法:对现有的每个工作站(熟练工人)的所有时间进行有效工作,对所有产品加工站的工作时间进行测量,考虑车间水平的生产平衡,环境对工人的影响,并根据疲劳因素等工人的生产信息,计算出标准的工作时间。直接工作时间:指直接工作人员的工作时间;间接工作时间:指对现场直接工作人员进行必要的管理和辅助工作的人员。标准人手:指在设定的产出目标的前提下,生产单位根据标准工作时间和实际生产情况合理分配的人手。

家具链板线是输送设备中的一种主要输送配件,是自动方式驱动输送带或改变其输送方向的筒形组成。大多数用于底部是平面的物品运输,南宁家具链板线主要由传动滚筒、机架、支架、驱动部等部分组成。具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。家具链板线价格结构简单,可靠性高,使用维护方便,能承受较大的冲击载荷。广泛应用于各行各业的成本包装输送,以及周转输送。



