
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

床垫生产线的主要优点是可以使产品的生产过程更好地符合连续性,并行性,比例性和平衡性的要求。专业床垫生产线其生产率高,可以及时提供大量市场需求的产品。经过技术和经济论证或可行性研究后,做出决定。在决定采用流水生产方法后,我们可以继续进行流水线的详细组织和设计。由于是专业生产,宿迁床垫生产线使用专用设备和加工设备以及机械化的运输设备,从而可以提高劳动生产率,缩短生产周期,减少在制品消耗和运输工作量大,加快资金周转,降低生产成本;它还可以简化生产管理工作,促进企业加强生产技术准备和生产服务。流动生产的主要缺陷是它不够灵敏,无法满足市场对产品产量和类型变化的要求以及对技术改造和改进的要求。装配线的调整和重组需要更多的投资和更多的时间。工人在流水线上工作相比,单调,慌张,容易劳累,不利于生产工艺的提高。

床垫生产线分为专业床垫生产线、宿迁床垫生产线和拖式悬挂链输送线。提式悬挂式输送线:即普通悬挂输送机,由架空轨道、牵引链、滑架、吊具、改向装置、驱动装置、张紧装置和安全装置等组成。架空轨道构成闭合环路,滑架在其上运行。各滑架等间距地联接在牵引链上。牵引链通过水平、垂直或倾斜的改向装置构成与架空轨道线路相同的闭合环路。吊具承载物品并与滑架铰接。依输送线路的长短,可设单驱动装置或多驱动装置。单驱动的输送线路长度可达 500米左右。多驱动的输送线路可更长,但各驱动装置之间需保持同步。在架空轨道的倾斜区段内设有捕捉器,牵引链一旦断裂捕捉器即挡住滑架,防止物品下滑。提式悬挂输送机不能将物品由一条输送线路转送到另一线路。
床垫生产线是一条龙作业,使得产品从开发设计,生产制造到销售整个过程都做到规范化、科学化、制度化,是一个企业降低经营成本,提高生产效率的有效途径。但是专业床垫生产线的特点决定厂内组装流水线的物流作业服从和服务与生产工艺流程的需要,所以组装流水线的物流具有很强的配合性、动态性、集散性和均衡性。如果宿迁床垫生产线上物流存在问题,必然会影响整个组装流水线的效率。组装流水线上存在的物料配送矛盾:组装流水线高效率的生产特色和低效、繁杂的物流配送,成为约束厂内物流通畅的一个瓶颈。企业在组装流水线上物流配送过程中容易存在以下问题:1、组装流水线上,物流容器的使用方法不规范,包装并未真正实现规范化、标准化,堆放仍显杂乱。

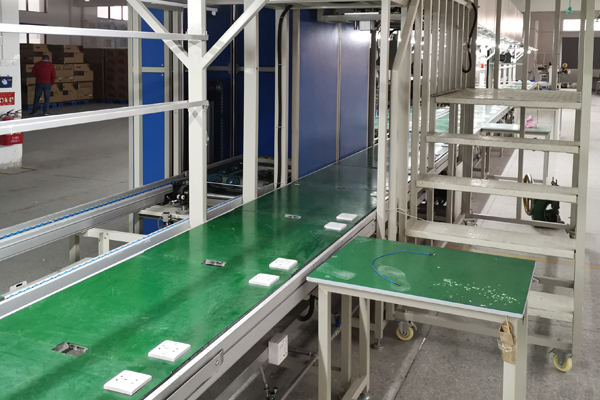
床垫生产线常用于水平的或向上微斜的输送线路。驱动装置将动力传给滚筒,使其旋转,通过滚筒表面与输送物品表面间的摩擦力输送物品专业床垫生产线主要由两个端点滚筒及紧套其上的闭合输送带组成。带动输送带转动的滚筒称为驱动滚筒(传动滚筒);另一个仅在于改变输送带运动方向的滚筒称为改向滚筒。驱动滚筒由电动机通过减速器驱动, 输送带依靠驱动滚筒与输送带之间的摩擦力拖动。驱动滚筒一般都装在卸料端,以增大牵引力,有利于拖动物料由喂料端喂入,落在转动的输送带上,依靠输送带摩擦带动运送袋卸料端卸出,床垫生产线厂家的原理是辊筒由一根环型链条驱动, 链条在特制导轨中运行,具有安装方便,噪音低的特点,单链轮滚筒用大循环的方式驱动,双链轮滚筒用小循环的方式驱动,其他驱动方式用于轻型输送场合。适用于各类箱、包、托盘等物件的输送,散料、小件物品或不规则的物品需放在托盘上或周转箱内输送。
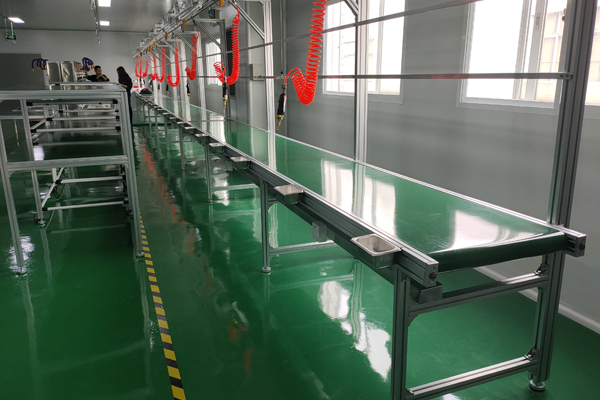
床垫生产线的工作原理及结构:宿迁床垫生产线属于床垫生产线厂家系统主要用于裝配及加工生产线中的物料输送其输送原理是运用倍速链的增速功能使其上承托货物的工装板快速运行通过阻挡器停止于相应的操作位置;或通过相应指令来完成积放动作及移行、转位、转线等功能。由于倍速链装配线运送货物的工裝板(或工装)需反复使用所以很少单台使用而是与各种专机如顶升平移机、上下升降机等配套构成水平或垂直循环系统。倍速链采用特制的经表面处理的挤压铝合金型材作为导轨使倍速链装配线在输送过程中具有非常好的稳定性和持久性适合产品大批量连续输送且在运行过程中输送物(或工裝板)被挡停时链条滚轮与输送物之间是滚动摩擦大大减少了链条的磨损与运行阻力;一个或多个输送物被挡停时也不影响其他输送物的输送翰送效率较高.

床垫生产线设备的速度是根据流水线的长度来获得工位数,然后根据专业床垫生产线每个工序的操作所需的最长时间来确定生产节拍。当然,流水线的运行时间可以细分,宿迁床垫生产线使每个工位的工作量和操作时间是相同的。装配线上的标准工作时间:指在正常条件下直接影响从零件到成品的成品完成的有效工作时间,包括直接工作时间和间接工作时间。也就是说,用于处理每件(每套)产品的所有工作站的有效工作时间之和。标准工作时间的流水线方法:对现有的每个工作站(熟练工人)的所有时间进行有效工作,对所有产品加工站的工作时间进行测量,考虑车间水平的生产平衡,环境对工人的影响,并根据疲劳因素等工人的生产信息,计算出标准的工作时间。直接工作时间:指直接工作人员的工作时间;间接工作时间:指对现场直接工作人员进行必要的管理和辅助工作的人员。标准人手:指在设定的产出目标的前提下,生产单位根据标准工作时间和实际生产情况合理分配的人手。



