
联系人:戴小姐
手 机:139-0283-8059
邮 箱:dhy@chaomaida.com
网址:www.chaomaida.com
地 址:佛山市顺德区勒流街道办事处富裕村委会西村工业一路3号

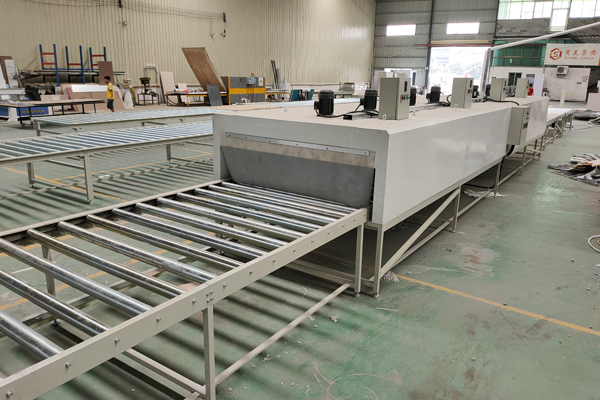
生产线常用于水平的或向上微斜的输送线路。驱动装置将动力传给滚筒,使其旋转,通过滚筒表面与输送物品表面间的摩擦力输送物品专业生产线主要由两个端点滚筒及紧套其上的闭合输送带组成。带动输送带转动的滚筒称为驱动滚筒(传动滚筒);另一个仅在于改变输送带运动方向的滚筒称为改向滚筒。驱动滚筒由电动机通过减速器驱动, 输送带依靠驱动滚筒与输送带之间的摩擦力拖动。驱动滚筒一般都装在卸料端,以增大牵引力,有利于拖动物料由喂料端喂入,落在转动的输送带上,依靠输送带摩擦带动运送袋卸料端卸出,生产线价格的原理是辊筒由一根环型链条驱动, 链条在特制导轨中运行,具有安装方便,噪音低的特点,单链轮滚筒用大循环的方式驱动,双链轮滚筒用小循环的方式驱动,其他驱动方式用于轻型输送场合。适用于各类箱、包、托盘等物件的输送,散料、小件物品或不规则的物品需放在托盘上或周转箱内输送。
生产线是一个统称,包括专业生产线,广州生产线,倍速链组装线,倍速链流水线,装配流水线,皮带输送线,滚筒输送线,物流输送线等等,主要通过自动化系统来操作运行,不需要人工操作。自动化简介:自动化技术广泛应用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动和部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的各器官功能,提高劳动生产率,增强人类认识世界和改造世界的能力。

生产线物流配送矛盾产生的原因:1、思想认识上,由于对厂内 “ 广州生产线上物流配送 ” 的重要性认识不清。错误的认为标准化仅限于容器的标准化,而未达到认知的标准化、管理的标准化和运作上的标准化。2、配送的准时化打了折扣。由于配送人员惯性思维的影响,认为 “ 配送就是保证生产流水线上有料 ”“ 这次多送点,下次便可少送点 ”,却未考虑生产线价格的节拍性和动态性,导致徒劳无功和增加线上的负担。3、对产品的把握不够。不同产量,不同类型的产品未根据自己的生产方法和工艺流程的性质,而采取不同的产品布置方式。4、单一组装流水线因其自身的缺陷,导致效率虽高,却没有柔性,多种类型的产品且频繁轮换导致流水线不负重荷。

生产线的结构形式,按驱动方式可分为专业生产线,广州生产线,积放倍速链组装线。按线体形式可分为水平倍速链组装线、倾斜倍速链组装线和转弯倍速链组装线。还可按客户要求特殊设计,以满足各类客户的要求。自动输送线之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的输送系统,完成多方面的工艺需要。可采用积放滚筒实现物料的堆积输送。
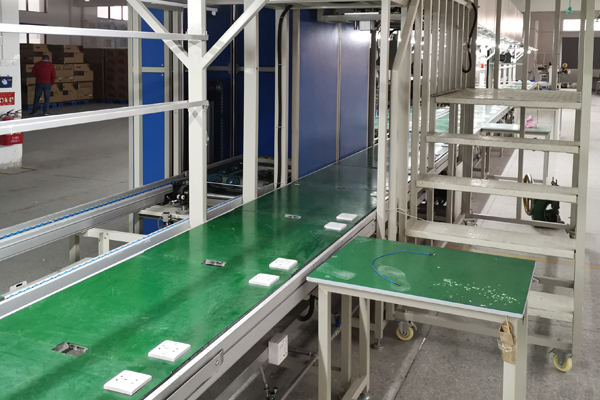
一般生产线的结构是由辊筒、驱动涨紧、铝型材、轴承座、链条等组合形成,但是如果是大型的广州生产线会用到更多的相关配件,如:物流分拣线、快递分拣设备就会配有一个专门给包裹产品扫描区域,另设控制柜等来实现货品能够自动准确的运输和分拣操作,这需要建立一个完整的针对性的线体控制系统。智能装配线中的专业生产线的优势:能够对产品表面做防腐蚀处理,涂装后能提高美观度;2、运行速度平稳且快慢可调,安全系数高;3、选用不锈钢优质滚筒,线体耐磨不易受损。有特殊的需求设备也可以和其他线体链接组合成组装流水线,如物流分拣线,一些重量较大的也可以设计进去,像我司做的一款冰箱、空调生产线都为大型设备,都采用了滚筒线来输送。滚筒流水线系统有简易和复杂两种,可靠性比较高,还可以根据整体线体需求来调成组合形式的输送系统,有皮带滚筒线组装线(皮带还可做成单层和双层形式)、链板滚筒组装线,这些都比一般简易线工艺多。在日常生产的时候容易出现错误,而很多都是容易被忽略的现象,如果企业需要提升自己的效率需要设定机器使用规范。

生产线是一条龙作业,使得产品从开发设计,生产制造到销售整个过程都做到规范化、科学化、制度化,是一个企业降低经营成本,提高生产效率的有效途径。但是专业生产线的特点决定厂内组装流水线的物流作业服从和服务与生产工艺流程的需要,所以组装流水线的物流具有很强的配合性、动态性、集散性和均衡性。如果广州生产线上物流存在问题,必然会影响整个组装流水线的效率。组装流水线上存在的物料配送矛盾:组装流水线高效率的生产特色和低效、繁杂的物流配送,成为约束厂内物流通畅的一个瓶颈。企业在组装流水线上物流配送过程中容易存在以下问题:1、组装流水线上,物流容器的使用方法不规范,包装并未真正实现规范化、标准化,堆放仍显杂乱。



